L'appeal del cartone ondulato





Brevettato in Inghilterra alla metà dell’Ottocento. Usato per contenere e trasportare, proteggendoli, cappelli alti come le tube. Diffuso grazie a un’azienda di nome Kellogg’s (quella dei cereali, sì). Il cartone ondulato ha una storia lunga e affascinante, e a distanza di due secoli la sua fortuna non accenna a diminuire.
Di Elena Panciera | Su PRINTlovers 93
Il cartone ondulato non è certo un mistero per te, soprattutto se sei uno stampatore. Lo hai avuto tra le mani infinite volte, probabilmente lo hai anche stampato almeno una volta, o usato come supporto per l’accoppiamento. Rispetto ad altri materiali di cui abbiamo parlato, lo conosci sicuramente molto bene. Forse addirittura meglio di noi. In fondo è fatto di carta, no? Allora non parleremo tanto di stampa sul cartone ondulato. Non ti diremmo molto di nuovo rispetto a quanto sai già. Proveremo a raccontarlo in un modo diverso. E partiremo da alcune domande fondamentali: Qual è la destinazione d’uso del prodotto finito? Dove verrà usato? Che resistenze sono necessarie? Quali lavorazioni sono necessarie per arrivare al prodotto finito? Quale tecniche di stampa posso usare?
Anche nel caso del cartone ondulato la destinazione d’uso è fondamentale. A seconda di come verrà impiegato e trasformato, si deve saper scegliere il prodotto giusto. Per esempio, un cartone riciclato avrà resistenze basse, e potrà essere usato come imballo per prodotti non pesanti che non rischiano di entrare in contatto con l’umidità. Al contrario, se devo costruire un oggetto di mobilio in cartone, destinato a un uso massiccio magari durante una fiera o un evento, le resistenze dovranno essere molto superiori. Dovrò scegliere cartoni in fibra vergine, realizzati magari con collanti a base polimerica.
Caratteristiche fisico-meccaniche
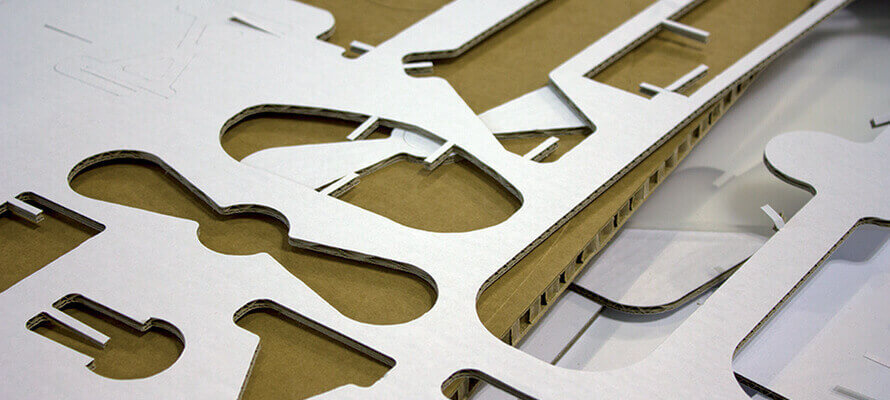
Il cartone ondulato presenta caratteristiche di particolare resistenza ed elasticità, superiori alla somma di quelle dei materiali di cui è composto. Questo è possibile grazie alla particolare conformazione fisica, che è il risultato di un’ingegnosa combinazione di fogli di carta tesi usati per le copertine interna ed esterna, e fogli di carta ondulata usati per la cosiddetta “onda” o ondulazione. Nel caso in cui il cartone ondulato presenti più strati di onde, si parla di cartone multionda, a doppia o tripla onda. In questi casi, le onde vengono separate da un foglio di carta detta “foglio teso”. Ogni ondulazione serve a comporre una serie di triangoli: è questa forma geometrica che garantisce la resistenza alla compressione verticale del materiale. Idealmente ogni carta da ondulazione dovrebbe formare un triangolo equilatero, in sezione. In realtà, per motivi pratici legati alla lavorazione della carta, è impossibile ottenere questa forma: viene originata una sinusoide. La sinusoide permette un’incollatura più agevole e la carta usata per l’onda non subisce pieghe. Inoltre, la forma arrotondata delle onde assicura una certa elasticità del prodotto finito: è questa caratteristica che permette al cartone ondulato di funzionare da cuscinetto tra l’esterno e il contenuto della scatola, ammortizzando eventuali urti.
Le resistenze: copertina, onda, cartone ondulato e scatola
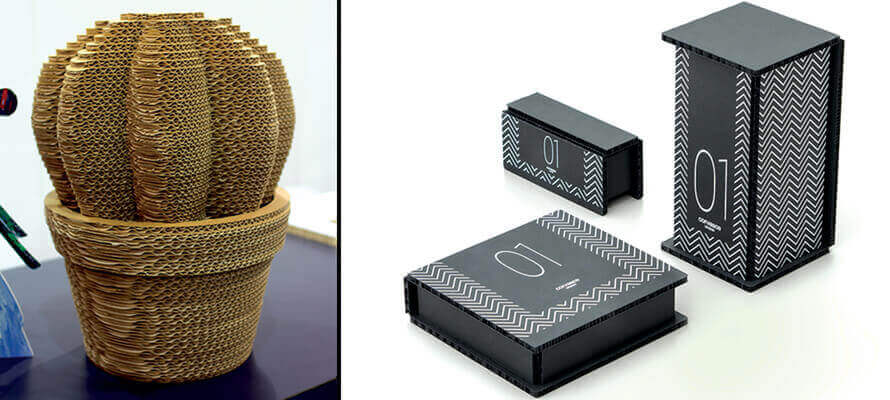
Il cartone ondulato è impiegato nella cartotecnica ma anche nell’interior design, nel design tout court e nella confezione di packaging di lusso. A seconda del processo di produzione e della destinazione d’uso, deve avere determinate caratteristiche fisiche e meccaniche, che vengono garantite dalle materie prime e dalle lavorazioni. È quindi fondamentale conoscere le resistenze del cartone ondulato finito, così come avere la garanzia della sua perfetta planarità. Inoltre, se i prodotti finiti devono essere decorati o devono presentare scritte funzionali, è importante conoscere anche la stampabilità della carta delle copertine, soprattutto quella esterna. Queste resistenze vengono misurate con strumenti particolari, a seconda della tipologia di carta usata. Le carte da copertina vengono testate per la resistenza allo scoppio; alla lacerazione sul bordo; alla delaminazione interna; alla compressione verticale; all’assorbimento di umidità (indice Cobb); alla permeabilità all’aria (indice Gurley), perché spesso i cartoni ondulati nelle linee di produzione vengono movimentati grazie a ventose; all’attrito, ovvero la capacità dei fogli di carta di non scivolare quando sono sovrapposti; alle doppie pieghe, ovvero la capacità di una carta di subire pieghe alternate senza rompersi; alla trazione. Le carte da onda invece vengono sottoposte al Concora Medium Test (CMT) e allo Short-span Compression Test (SCT). Oltre a queste prove specifiche per ciascun tipo di carta, ci sono altri valori che sono importanti per entrambi: la porosità, ovvero il volume dei pori e degli interstizi in uno strato fibroso, che possono essere passanti oppure chiusi; la pulizia, ovvero l’assenza di impurità (macchie, schegge, nodi); lo spessore; la spera, ovvero l’aspetto della carta osservata per trasparenza contro una sorgente luminosa, che può essere uniforme (spera unita), fioccosa o nuvolosa; la grammatura. Altri test vengono poi fatti non sulle carte ma direttamente sul cartone ondulato, come il Cobb per misurare la resistenza, l’Edge Crush Test (ECT) per misurare la resistenza alla compressione del cartone (posizionato in verticale sotto alla pressa), e il Flat Crush Test (FCT) per misurare la resistenza alla compressione del cartone (posizionato in piano sotto la pressa). Infine, ci sono test che vengono fatti non sulle carte o sul cartone ondulato, ma sulla scatola finita, come il Box Compression Test. La planarità del cartone ondulato finito è un elemento cruciale per la stampa, sia analogica che digitale. Le ondulazioni, che servono a dare la resistenza e l’elasticità, possono diventare estremamente visibili se la carta delle copertine non ha un’adeguata grammatura, e quindi interferire con la qualità di stampa. Inoltre, se le due copertine non procedono perfettamente parallele, il cartone si imbarca e dà origine a problemi molto seri in tutte le lavorazioni successive. In generale, la planarità è tanto più facile da ottenere quanto più vengono usate carte di buona grammatura insieme a onde di passo ridotto.
Il cartone ondulato? È composto da tanti tipi di carta
Le carte usate per produrre il cartone ondulato sono molte, e spesso sono diverse tra copertina interna, onda e copertina esterna. Ciascuna bobina deve avere caratteristiche peculiari, e la composizione del cartone ondulato dipende dalla destinazione d’uso del prodotto finito e dalle resistenze necessarie. La prima differenza, quindi, tra le carte, dipende dalla posizione che queste avranno all’interno del cartone ondulato.
Le carte da copertina
Le carte da copertina sono di tre tipi: kraftliner o kraft (K), le più resistenti prodotte da fibre vergini; liner (L) e test (T), che garantiscono determinate resistenze richieste dalle normative GIFCO (Gruppo Italiano Fabbricanti Cartone Ondulato) e sono prodotte da carta riciclata; camoscio (C), prodotte da macero ma che non hanno resistenze standard. Tutte e tre nella loro versione base hanno un colore marroncino, il tipico color “avana” che immediatamente ci viene in mente se pensiamo al cartone ondulato Per ciascuna esistono versioni bianche, ottenute accoppiando un leggero strato di carta bianca su una base di carta avana. Nel caso di carte kraft si usa pasta bianchita con processi “chlorine free” (senza cloro), nel caso di carte riciclate si usano carte da macero selezionate bianche. Si trovano in commercio anche carte colorate in pasta di altre tonalità: vengono usate per produzioni particolari, e vengono richieste soprattutto nel segmento del design e del packaging di lusso. Dal momento che sono visibili, le carte da copertina non devono solamente rispondere a determinate caratteristiche meccaniche, ma devono soddisfare anche requisiti di carattere estetico: devono avere una superficie omogenea, senza macchie. Questo aspetto non è particolarmente sentito quando si parla di carte prodotte da fibre vergini, mentre diventa cruciale quando le carte vengono prodotte da macero. In questo caso, all’interno di una balla di carta di recupero si possono trovare elementi contaminanti di varia natura: resine, inchiostri, plastiche. Questi elementi vengono eliminati (o almeno ridotti) in modo meccanico prima della preparazione degli impasti. Per produrre la carta kraftliner (il termine Kraft in tedesco significa “forza”) si usano fibre vergini, cioè prodotte partendo da legno e piante. Rispetto alle fibre riciclate, le fibre vergini sono infatti più resistenti. Per la carta kraft viene usato un misto di conifere e latifoglie: le prime in proporzioni maggiori (circa l’80%), perché hanno fibre più lunghe e la carta che si ottiene ha una qualità superiore e maggiori doti di resistenza alla lacerazione e alla piegatura. Le carte liner e test sono prodotte da carta riciclata, cioè da una miscela di maceri di qualità diversa, che dipendono dal materiale di partenza. I diversi tipi di macero vengono classificati con le prime quattro lettere dell’alfabeto: A sono i maceri di qualità inferiore, B quelli di qualità intermedia, C quelli di qualità superiore e D quelli di qualità kraft. Hanno resistenze inferiori rispetto alle kraft, i cui valori seguono le normative che certificano la produzione del cartone ondulato stabilite da GIFCO. Anche le carte camoscio sono prodotte a partire da macero. A differenza delle liner e test non devono rispettare particolari caratteristiche meccaniche. Per questo motivo la miscela di macero usata è di qualità inferiore: contiene solo una piccola percentuale di cartone, ed è composta per la maggior parte da cartaccia e materiale non selezionato. Le carte camoscio, che venivano usate come fogli tesi tra le due ondulazioni o come copertine interne, oggi non sono più in commercio.
La collatura delle copertine
Le carte da copertina, interne ma anche esterne, devono avere una certa resistenza all’assorbimento di liquidi: non solo perché devono isolare il contenuto dall’ambiente esterno, proteggendolo, ma anche perché vengono a contatto con sostanze umide nel processo di produzione. Pensiamo per esempio alle colle usate per formare le scatole, o allo stesso processo di stampa. Le carte da copertina vengono quindi spesso trattate con sostanze collose, per ridurre la porosità e quindi aumentare l’idrofobicità superficiale. La collatura si definisce “in massa” quando la sostanza adesiva viene aggiunta direttamente all’interno della pasta. Questo tipo di collatura garantisce il medesimo grado di impermeabilità a tutto lo spessore della carta. La collatura “in superficie”, invece, trasforma solamente la superficie della carta, rendendola oltre che idrofoba anche più liscia e omogenea. Aumenta anche la resistenza allo scoppio, alla trazione, all’abrasione e allo strappo superficiale. Questo trattamento avviene generalmente in linea, dopo la pressa collante (size-press). Le sostanze usate per la collatura possono essere di origine naturale, come l’amido, oppure a base di polimeri sintetici. Per i prodotti che sono destinati alle celle frigorifere o che possono andare a contatto diretto con materiali umidi, si possono usare anche polimeri che rendono la carta “umido-resistente”: ciò diminuisce però la capacità di riciclo e rendono la carta non completamente biodegradabile.
Le carte da ondulazione
Anche le carte usate per produrre l’onda si possono classificare per grammatura e tipi. La classificazione CEPI ContainerBoard le classifica in semichimica (S), medium (M), medium a grammatura leggera (LWM). La carta semichimica viene prodotta con una mescola di pasta semichimica oppure con fibre di recupero selezionate che garantiscono elevate performance. Riceve generalmente un trattamento superficiale di “collatura”. La carta medium può essere considerata la qualità “normale”. Deve avere determinate caratteristiche meccaniche, sempre secondo la normativa CEPI.
L’accoppiaggio e la colla tra onda e copertine
Abbiamo visto che le carte usate per le copertine possono subire un processo di collatura per migliorarne le caratteristiche fisiche e meccaniche. Questo però non deve essere confuso con l’incollaggio, ovvero l’accoppiaggio delle onde alle copertine. Generalmente in questa fase si usano adesivi a base naturale prodotte dalle cartiere sulla base di ricette interne, a partire dall’amido, o con polimeri sintetici solitamente a base vinilica. Le prime sono totalmente ecocompatibili e biodegradabili, ma sono sensibili all’umidità; le seconde offrono performance qualitativamente superiori, ma sono più difficilmente smaltibili. È importante dosare la giusta quantità di adesivo per garantire la corretta adesione senza che la colla trapassi e diventi visibile come “righe” più scure, e senza che si verifichi il cosiddetto “effetto washboarding”. Avviene quando l’adesivo, scendendo lungo l’onda, trascina con sé la copertina ondulandola leggermente.
L’ondulatore
Il cartone ondulato viene prodotto con una macchina ondulatrice, detta anche ondulatore. Questa macchina crea l’ondulazione nella carta da onda e la accoppia alle carte da copertine. Vengono caricate le bobine di carta, e alla fine della linea di produzione, che è lunga diverse decine di metri, si ottengono le lastre di cartone ondulato o semilavorati in formato e con linee di cordonatura già definite. All’interno dell’ondulatore cilindri pre-riscaldatori regolano la temperatura e l’umidità delle carte da copertina e le predispongono all’incollatura. Il precondizionatore svolge la stessa funzione dei preriscaldatori, ma per la carta da onda, che deve essere umidificata per preparare le fibre a essere modellate. Il gruppo ondulatore è costituito da due cilindri incisi in senso longitudinale, così da formare delle scanalature. È qui attraverso che passa la carta, e si forma l’ondulazione. A questo punto la prima copertina viene incollata all’onda. La colla viene distribuita sulla sommità di ciascuna onda da un rullo incollatore, che la dosa perfettamente. un cilindro di pressione o pressa liscia assicura l’incollaggio tra le due carte. È arrivato il momento della seconda copertina, che viene incollata alla carta ondulata evitando una pressione eccessiva per non schiacciare l’onda: i cilindri, tra cui passa il cartone fresco di colla, devono essere calibrati attentamente. Inizia ora la “parte secca” della lavorazione, che serve ad asciugare il cartone ondulato e a conferirgli la maggiore planarità possibile. Ecco, quindi, che passa attraverso cilindri di feltro riscaldati che eliminano ogni traccia di umidità e “stirano” il cartone. Ma a questo punto il cartone deve essere tagliato nel formato richiesto, sia in senso longitudinale che trasversale, ed eventualmente cordonato. Il taglio longitudinale lo fa un’unità detta “taglia-cordona”, che si occupa anche della cordonatura. Il taglio trasversale viene fatto da una taglierina rotativa. Le lastre di cartone ondulato vengono infine raccolte e impilate, sempre in modo meccanico, grazie a tappeti trasportatori e ventose.
Stampa e finitura del cartone ondulato
Il cartone ondulato è fatto di carta, e perciò può teoricamente essere stampato con tutte le tecnologie con cui viene stampata la carta, analogiche e digitali. Ma ha due grandi limiti: non può ricevere elevate pressioni (l’onda si schiaccerebbe) e non è in grado di flettersi per entrare tra i rulli di una macchina da stampa rotativa tradizionale. Inoltre, bisogna tenere presente che le dimensioni possono variare: normalmente si accetta una tolleranza di 1 mm. Inoltre, essendo un materiale organico, è soggetto a distorsioni, soprattutto a causa dell’umidità. Infine, l’assorbimento dell’inchiostro dipende direttamente dal tipo di carta usato per le copertine, e anche questo è un aspetto che va tenuto in considerazione in sede di stampa. Infine, bisogna tenere presente che se il cartone entra in contatto con alimenti, tutto il processo produttivo e quindi anche la stampa dovrà seguire la normativa in merito. Nella cartotecnica viene usata la stampa flessografica, che usa inchiostri a base acqua. La qualità della stampa flessografica dipende dall’altezza dell’onda e dalla planarità del cartone ondulato: quanto più bassa è l’onda e quanto maggiore è la planarità del cartone, e tanto migliore sarà la qualità di stampa. Quando il cartone ondulato viene usato per allestimenti, design o interior design viene particolarmente apprezzata la stampa digitale ink-et in piano, che permette di realizzare piccole o anche piccolissime tirature. Vengono usate diverse chimiche di stampa, non solamente le base acqua. Per esempio, eventualmente dopo aver preparato la superficie di stampa con primer specifici, si possono usare tecnologie UV e UV LED. In questi casi, la finitura viene spesso realizzata su tavoli da taglio digitali con lame di metallo. Meno diffuso l’impiego di laser, che però può essere preferito in lavorazioni particolari per il leggero effetto “bruciato” che lascia sui bordi. Negli ultimissimi anni hanno fatto il loro ingresso nel settore cartotecnico stampanti digitali dalla produttività e dalla qualità di stampa concorrenziali rispetto alla tecnologia flexo. Sono stampanti digitali single pass che stampano fogli di cartone ondulato oppure stampanti a bobina particolarmente produttive. La rivoluzione digitale è iniziata anche qui.
Piccolo glossario dei materiali, delle proprietà e delle tecnologie del cartone ondulato
Altezza
Contributo tecnico e scientifico di:
Savino Corvasce (titolare, Corvasce Design),
Piero Di Carlo (tecnico, Cartiere Modesto Cardella),
Fabio Panetta (segretario, GIFCO),
Luca Pedrotti (titolare, Innova Group),
Eladio Lerga (I+D Engineer, Barberán),
Paolo Zaninelli (formatore tecnico e coordinatore del settore cartario dell’Istituto Salesiano San Zeno).
25/11/2022


